Керамика од силицијум нитрида (Си₃Н₄), као напредна структурна керамика, поседује одлична својства као што су отпорност на високе температуре, висока чврстоћа, висока жилавост, висока тврдоћа, отпорност на пузање, отпорност на оксидацију и отпорност на хабање. Поред тога, они нуде добру отпорност на топлотни удар, диелектрична својства, високу топлотну проводљивост и одличне перформансе преноса електромагнетних таласа високе фреквенције. Ова изванредна свеобухватна својства чине их широко примењеним у сложеним структурним компонентама, посебно у ваздухопловству и другим областима високе технологије.
Међутим, Си₃Н₄, као једињење са јаким ковалентним везама, има стабилну структуру која отежава синтеровање до високе густине само дифузијом у чврстом стању. Да би се промовисало синтеровање, додају се помоћна средства за синтеровање, као што су оксиди метала (МгО, ЦаО, Ал₂О₃) и оксиди ретких земаља (Иб₂О₃, И₂О₃, Лу₂О₃, ЦеО₂), да би се олакшало згушњавање путем механизма синтеровања у течној фази.
Тренутно, глобална технологија полупроводничких уређаја напредује ка вишим напонима, већим струјама и већој густини снаге. Истраживања метода за производњу Си₃Н₄ керамике су опсежна. Овај чланак представља процесе синтеровања који ефикасно побољшавају густину и свеобухватна механичка својства керамике од силицијум нитрида.
Уобичајене методе синтеровања за Си₃Н₄ керамику
Поређење перформанси за Си₃Н₄ керамику припремљену различитим методама синтеровања
1. Реактивно синтеровање (РС):Реактивно синтеровање је била прва метода коришћена за индустријску припрему Си₃Н₄ керамике. Једноставан је, исплатив и способан да формира сложене облике. Међутим, има дуг производни циклус, који не погодује индустријској производњи.
2. Синтеровање без притиска (ПЛС):Ово је најосновнији и најједноставнији процес синтеровања. Међутим, захтева висококвалитетне Си₃Н₄ сировине и често резултира керамиком мање густине, значајног скупљања и склоности пуцању или деформисању.
3. Синтеровање врућим пресовањем (ХП):Примена једноосног механичког притиска повећава покретачку силу за синтеровање, омогућавајући производњу густе керамике на температурама 100-200°Ц нижим од оних које се користе у синтеровању без притиска. Ова метода се обично користи за производњу релативно једноставне керамике у облику блокова, али је тешко испунити захтеве дебљине и облика за материјале супстрата.
4. Спарк Пласма Синтеринг (СПС):СПС карактерише брзо синтеровање, пречишћавање зрна и смањене температуре синтеровања. Међутим, СПС захтева значајна улагања у опрему, а припрема Си₃Н₄ керамике високе топлотне проводљивости путем СПС-а је још увек у експерименталној фази и још увек није индустријализована.
5. Синтеровање под притиском гаса (ГПС):Применом притиска гаса, ова метода инхибира разлагање керамике и губитак тежине на високим температурама. Лакше се производи керамика високе густине и омогућава серијска производња. Међутим, процес синтеровања у једном кораку под притиском гаса се бори да произведе структурне компоненте са уједначеном унутрашњом и спољашњом бојом и структуром. Коришћење процеса синтеровања у два или више корака може значајно смањити садржај интергрануларног кисеоника, побољшати топлотну проводљивост и побољшати укупна својства.
Међутим, висока температура синтеровања двостепеног синтеровања под притиском гаса довела је до претходних истраживања да се фокусирају углавном на припрему Си₃Н₄ керамичких супстрата са високом топлотном проводљивошћу и чврстоћом на савијање на собној температури. Истраживања Си₃Н₄ керамике са свеобухватним механичким својствима и механичким својствима при високим температурама су релативно ограничена.
Метода синтеровања у два корака под притиском гаса за Си₃Н₄
Јанг Џоу и колеге са Технолошког универзитета у Чонгкингу користили су систем за помоћ при синтеровању од 5 теж.% Иб₂О₃ + 5 теж.% Ал₂О₃ за припрему Си₃Н₄ керамике користећи процесе синтеровања у једном и два корака под притиском гаса на 1800°Ц. Керамика Си₃Н₄ произведена поступком синтеровања у два корака имала је већу густину и боље свеобухватне механичке особине. Следеће сумира ефекте једностепених и двостепених процеса синтеровања под притиском гаса на микроструктуру и механичка својства Си₃Н₄ керамичких компоненти.
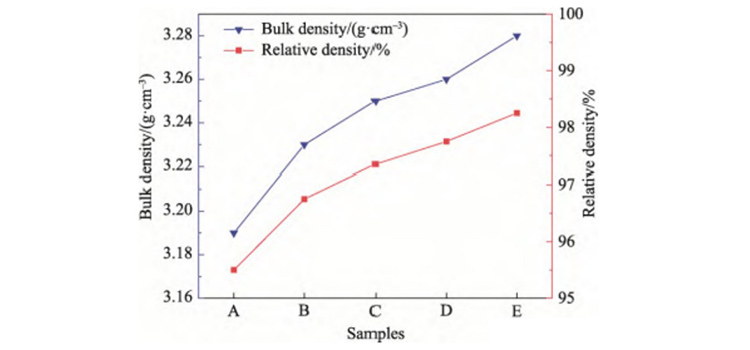
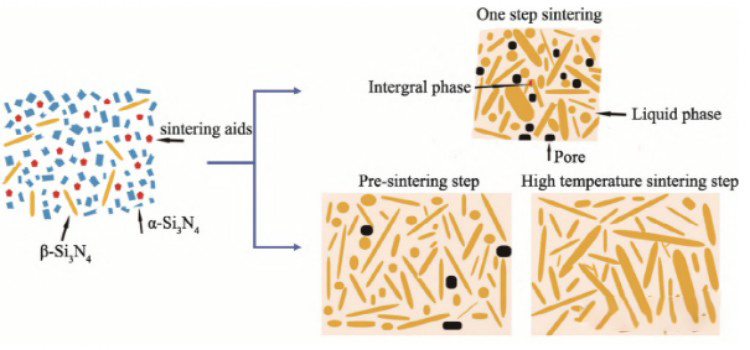
Густина Процес згушњавања Си₃Н₄ обично укључује три фазе, са преклапањем између фаза. Прва фаза, преуређење честица, и друга фаза, растварање-таложење, су најкритичније фазе за згушњавање. Довољно време реакције у овим фазама значајно побољшава густину узорка. Када је температура претходног синтеровања за процес синтеровања у два корака подешена на 1600°Ц, зрна β-Си₃Н₄ формирају оквир и стварају затворене поре. Након претходног синтеровања, даље загревање под високом температуром и притиском азота подстиче проток течне фазе и пуњење, што помаже у уклањању затворених пора, додатно побољшавајући густину Си₃Н₄ керамике. Стога, узорци произведени поступком синтеровања у два корака показују већу густину и релативну густину од оних произведених синтеровањем у једном кораку.
Фаза и микроструктура Током синтеровања у једном кораку, време доступно за преуређење честица и дифузију на граници зрна је ограничено. У процесу синтеровања у два корака, први корак се спроводи на ниској температури и ниском притиску гаса, што продужава време прераспоређивања честица и резултира већим зрнима. Температура се затим повећава до фазе високе температуре, где зрна настављају да расту кроз Оствалдов процес зрења, дајући керамику високе густине Си₃Н₄.
Механичке особине Омекшавање интергрануларне фазе на високим температурама је примарни разлог смањене чврстоће. Код синтеровања у једном кораку, абнормални раст зрна ствара мале поре између зрна, што спречава значајно побољшање чврстоће при високим температурама. Међутим, у процесу синтеровања у два корака, стаклена фаза, равномерно распоређена на границама зрна, и зрна уједначене величине повећавају међугрануларну чврстоћу, што резултира већом чврстоћом на савијање при високим температурама.
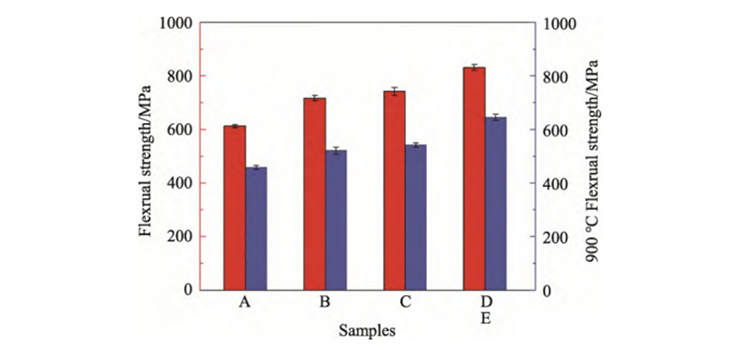
У закључку, продужено држање током синтеровања у једном кораку може ефикасно смањити унутрашњу порозност и постићи уједначену унутрашњу боју и структуру, али може довести до абнормалног раста зрна, што деградира одређена механичка својства. Коришћењем процеса синтеровања у два корака — коришћењем нискотемпературног претходног синтеровања да би се продужило време преуређења честица и држања на високој температури да би се промовисао уједначен раст зрна — Си₃Н₄ керамика са релативном густином од 98,25%, уједначеном микроструктуром и одличним свеобухватним механичким својствима може се успешно припремити.
| Име | Супстрат | Састав епитаксијалног слоја | Епитаксијални процес | Епитаксијални медијум |
| Силицијумски хомоепитаксиални | Si | Si | Епитаксија парне фазе (ВПЕ) | СиЦл4+H2 |
| Силицијум хетероепитаксијални | Сафир или спинел | Si | Епитаксија парне фазе (ВПЕ) | СиХ₄+Х₂ |
| ГаАс хомоепитаксијални | ГаАс | ГаАс ГаАс | Епитаксија парне фазе (ВПЕ) | АсЦл₃+Га+Х₂ (Ар) |
| ГаАс | ГаАс ГаАс | Епитаксија молекуларног зрака (МБЕ) | Га+Ас | |
| ГаАс хетероепитаксијални | ГаАс ГаАс | ГаАлАс/ГаАс/ГаАлАс | Епитаксија течне фазе (ЛПЕ) Парна фаза (ВПЕ) | Га+Ал+ЦаАс+ Х2 Га+АсХ3+ПХ3+ЦХл+Х2 |
| ГаП хомеепитакиал | ГаП | ГаП(ГаП;Н) | Епитаксија течне фазе (ЛПЕ) Епитаксија течне фазе (ЛПЕ) | Га+ГаП+Х2+(НХ3) Га+ГаАс+ГаП+НХ3 |
| Суперлаттице | ГаАс | ГаАлАс/ГаАс (циклус) | Епитаксија молекуларног зрака (МБЕ) МОЦВД | Ца, Ас, Ал ГаР₃+АлР3+АсХ3+Х2 |
| ИнП хомоепитаксијални | ИнП | ИнП | Епитаксија парне фазе (ВПЕ) Епитаксија течне фазе (ЛПЕ) | ПЦл3+Ин+Х2 Ин+ИнАс+ГаАс+ИнП+Х₂ |
| Си/ГаАс епитаксија | Si | ГаАс | Епитаксија молекуларног зрака (МБЕ) МОГВД | Га、Ас ГаР₃+АсХ3+Х2 |
Време поста: 24.12.2024