Јонска имплантација је метода додавања одређене количине и врсте нечистоћа у полупроводничке материјале како би се променила њихова електрична својства. Количина и дистрибуција нечистоћа може се прецизно контролисати.
део 1
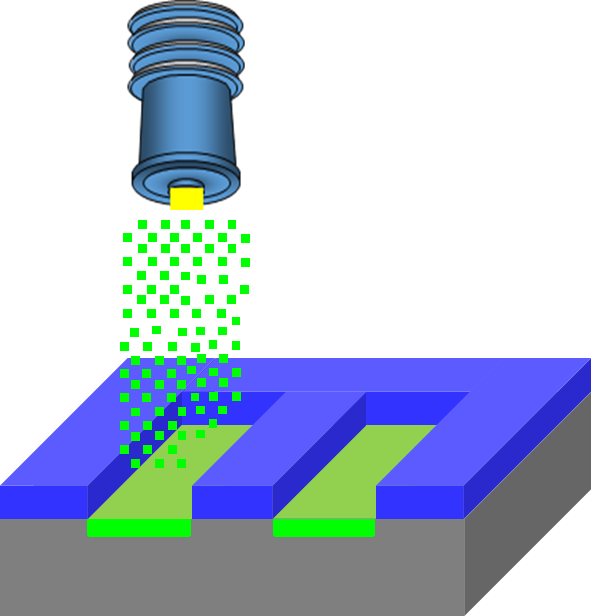
Зашто користити процес јонске имплантације
У производњи енергетских полупроводничких уређаја, П/Н регион допинговања традиционалнихсилицијумске плочицеможе се постићи дифузијом. Међутим, константа дифузије атома нечистоћа усилицијум карбидаје изузетно низак, тако да је нереално постићи селективно допирање процесом дифузије, као што је приказано на слици 1. С друге стране, температурни услови имплантације јона су нижи од оних у процесу дифузије, а флексибилнија и прецизнија расподела допинга може бити формиран.
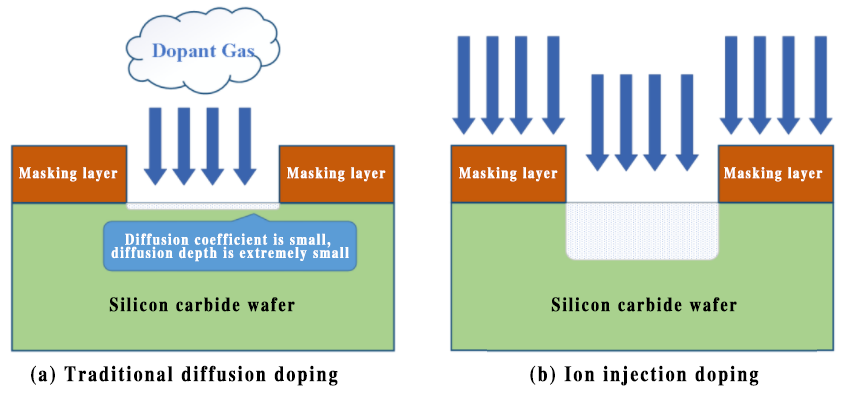
Слика 1 Поређење технологија допинга дифузије и јонске имплантације у материјалима од силицијум карбида
2. део
Како постићисилицијум карбидајонска имплантација
Типична високоенергетска опрема за имплантацију јона која се користи у процесу производње силицијум карбида углавном се састоји од извора јона, плазме, компоненти за аспирацију, аналитичких магнета, јонских зрака, цеви за убрзање, процесних комора и дискова за скенирање, као што је приказано на слици 2.
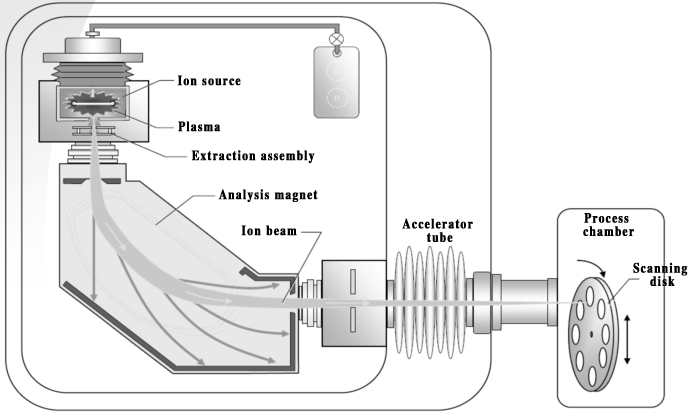
Слика 2 Шематски дијаграм опреме за имплантацију високоенергетских јона од силицијум карбида
(Извор: „Технологија производње полупроводника“)
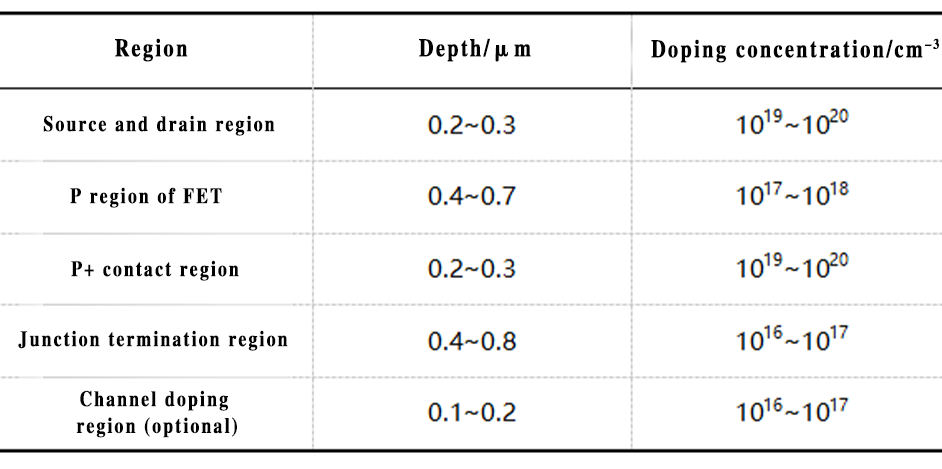
Имплантација СиЦ јона се обично изводи на високој температури, што може да минимизира оштећење кристалне решетке узроковано јонским бомбардовањем. За4Х-СиЦ плочице, производња површина Н-типа се обично постиже имплантацијом азотних и фосфорних јона, и производњомП-типобласти се обично постиже имплантацијом јона алуминијума и јона бора.
Табела 1. Пример селективног допинга у производњи СиЦ уређаја
(Извор: Кимото, Цоопер, Основе технологије силицијум карбида: раст, карактеризација, уређаји и апликације)
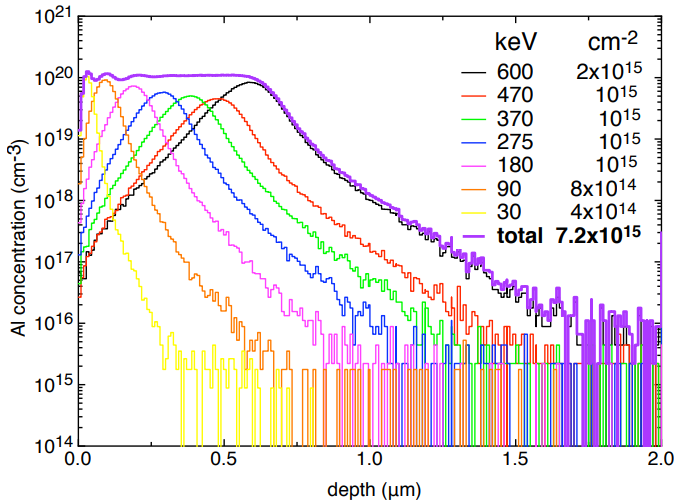
Слика 3 Поређење вишестепене имплантације енергетских јона и расподеле концентрације допинга на површини плочице
(Извор: Г.Лулли, Увод у ионску имплантацију)
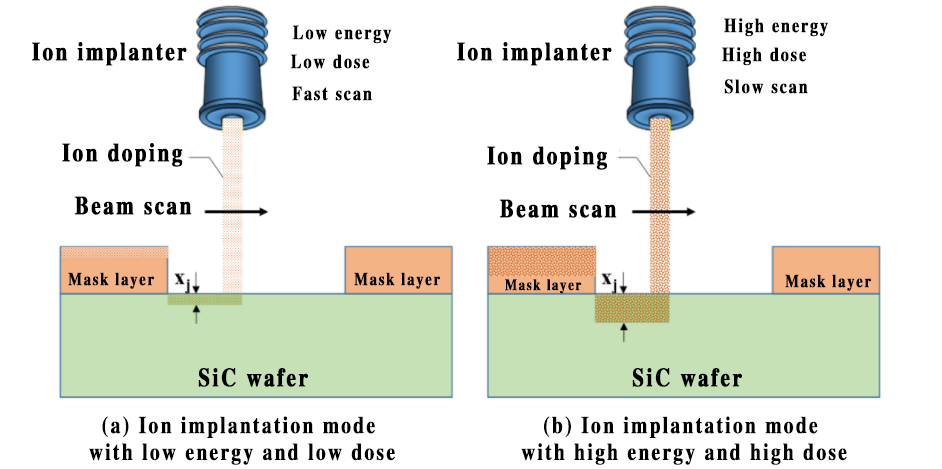
Да би се постигла уједначена концентрација допинга у области имплантације јона, инжењери обично користе вишестепену јонску имплантацију да би подесили укупну дистрибуцију концентрације у области имплантације (као што је приказано на слици 3); у стварном процесу производње, подешавањем енергије имплантације и имплантационе дозе јонског имплантатора, концентрација допинга и дубина допинга у подручју имплантације јона могу се контролисати, као што је приказано на слици 4. (а) и (б); јонски имплантатор врши уједначену имплантацију јона на површину плочице скенирањем површине плочице више пута током рада, као што је приказано на слици 4. (ц).
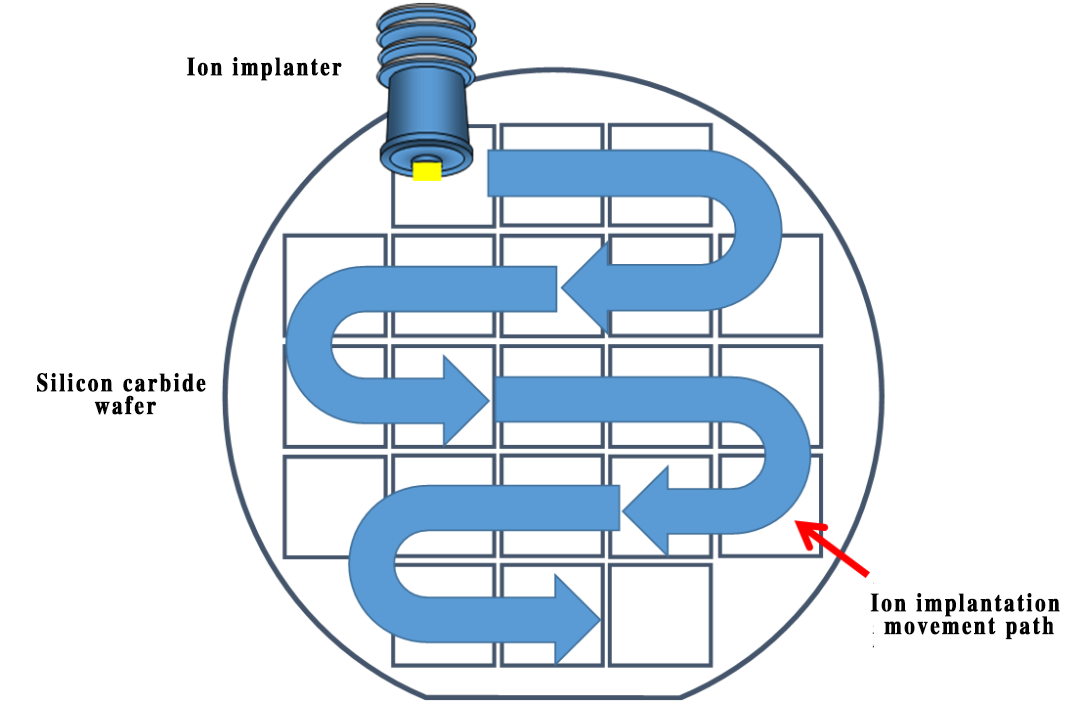
(ц) Путања кретања јонског имплантатора током имплантације јона
Слика 4 Током процеса имплантације јона, концентрација и дубина нечистоћа се контролишу подешавањем енергије имплантације јона и дозе
ИИИ
Процес активационог жарења за имплантацију јона силицијум карбида
Концентрација, област дистрибуције, брзина активације, дефекти у телу и на површини јонске имплантације су главни параметри процеса јонске имплантације. Постоји много фактора који утичу на резултате ових параметара, укључујући имплантациону дозу, енергију, кристалну оријентацију материјала, температуру имплантације, температуру жарења, време жарења, окружење итд. За разлику од имплантационог допинга силицијум јонима, још увек је тешко потпуно јонизовати нечистоће силицијум карбида после јонске имплантације допинга. Узимајући за пример брзину јонизације акцептора алуминијума у неутралном региону 4Х-СиЦ, при концентрацији допинга од 1×1017цм-3, брзина јонизације акцептора је само око 15% на собној температури (обично је брзина јонизације силицијума приближно 100%). Да би се постигао циљ високе стопе активације и мањег броја дефеката, након јонске имплантације ће се користити процес жарења на високој температури да би се рекристализирали аморфни дефекти настали током имплантације, тако да имплантирани атоми улазе у мјесто замјене и активирају се, као што је приказано. на слици 5. Тренутно је разумевање механизама процеса жарења људи још увек ограничено. Контрола и дубинско разумевање процеса жарења један је од фокуса истраживања јонске имплантације у будућности.
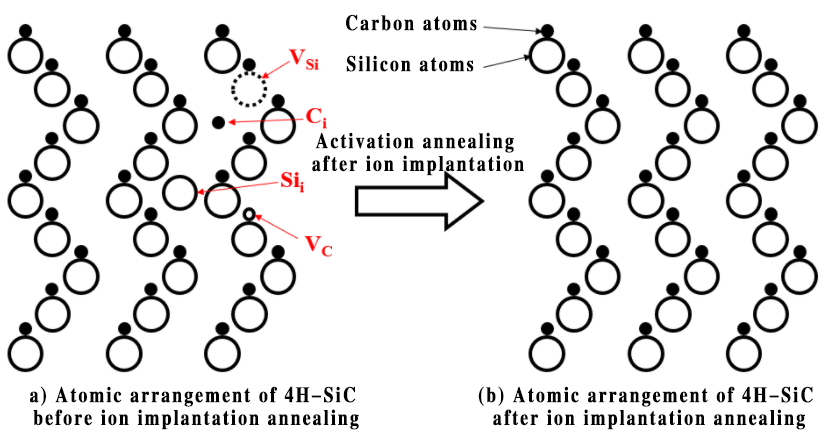
Слика 5 Шематски дијаграм промене атомског распореда на површини подручја имплантације јона силицијум карбида пре и после жарења јонске имплантације, где је Вsiпредставља силицијум слободна радна места, ВCпредставља слободна места за угљеник, Цiпредставља атоме за пуњење угљеника, а Сиiпредставља атоме пуњења силицијума
Жарење са јонском активацијом углавном укључује жарење у пећи, брзо жарење и ласерско жарење. Због сублимације Си атома у СиЦ материјалима, температура жарења генерално не прелази 1800℃; атмосфера жарења се генерално изводи у инертном гасу или вакууму. Различити јони изазивају различите центре дефекта у СиЦ и захтевају различите температуре жарења. Из већине експерименталних резултата може се закључити да што је виша температура жарења, то је већа стопа активације (као што је приказано на слици 6).
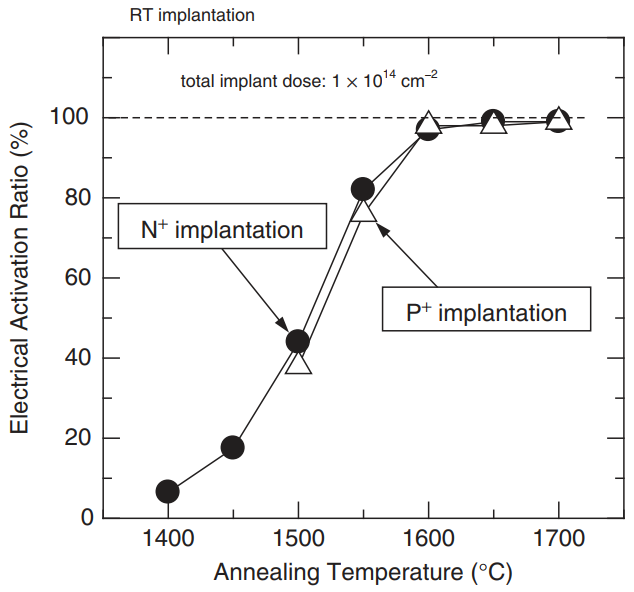
Слика 6. Утицај температуре жарења на брзину електричне активације имплантације азота или фосфора у СиЦ (на собној температури)
(Укупна имплантациона доза 1×1014цм-2)
(Извор: Кимото, Цоопер, Основе технологије силицијум карбида: раст, карактеризација, уређаји и апликације)
Уобичајени процес активационог жарења након имплантације СиЦ јона се спроводи у атмосфери Ар на 1600℃~1700℃ да би се рекристалисала СиЦ површина и активирао допант, чиме се побољшава проводљивост допираног подручја; пре жарења, слој угљеничног филма се може обложити на површину плочице ради површинске заштите да би се смањила деградација површине узрокована десорпцијом Си и површинском атомском миграцијом, као што је приказано на слици 7; након жарења, угљенични филм се може уклонити оксидацијом или корозијом.
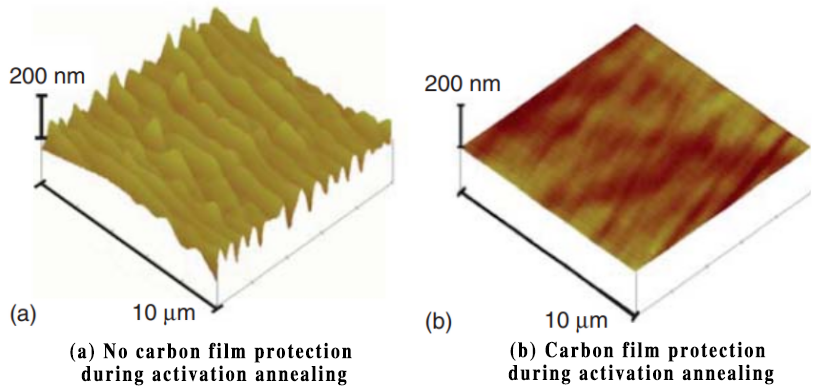
Слика 7 Поређење храпавости површине 4Х-СиЦ плочица са или без заштите од угљеничног филма на температури жарења од 1800℃
(Извор: Кимото, Цоопер, Основе технологије силицијум карбида: раст, карактеризација, уређаји и апликације)
IV
Утицај имплантације СиЦ јона и процеса активационог жарења
Имплантација јона и накнадно активационо жарење неизбежно ће произвести дефекте који смањују перформансе уређаја: сложене тачке дефекте, грешке у слагању (као што је приказано на слици 8), нове дислокације, плитки или дубоки дефекти нивоа енергије, петље дислокације базалне равни и померање постојећих дислокација. Пошто ће процес високоенергетског јонског бомбардовања изазвати стрес на СиЦ плочицу, високотемпературни и високоенергетски процес имплантације јона ће повећати савијање плочице. Ови проблеми су такође постали правац који хитно треба оптимизовати и проучавати у производном процесу имплантације и жарења СиЦ јона.
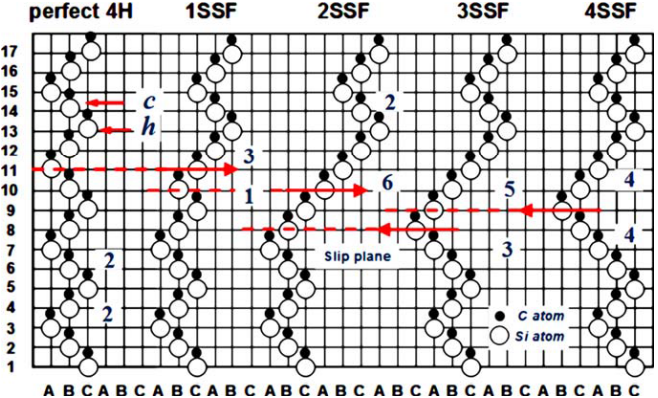
Слика 8 Шематски дијаграм поређења између нормалног распореда 4Х-СиЦ решетке и различитих грешака у слагању
(Извор: Ницолο Пилусо 4Х-СиЦ Дефекти)
V.
Унапређење процеса имплантације јона силицијум карбида
(1) Танак оксидни филм се задржава на површини подручја имплантације јона да би се смањио степен оштећења имплантације узрокованог високоенергетском имплантацијом јона на површину епитаксијалног слоја силицијум карбида, као што је приказано на слици 9. (а) .
(2) Побољшајте квалитет циљног диска у опреми за јонску имплантацију, тако да се плочица и циљни диск ближе уклапају, топлотна проводљивост циљног диска према плочици је боља, а опрема загрева задњи део плочице уједначеније, побољшавајући квалитет високотемпературне и високоенергетске имплантације јона на плочице од силицијум карбида, као што је приказано на слици 9. (б).
(3) Оптимизирајте брзину пораста температуре и уједначеност температуре током рада опреме за високотемпературно жарење.
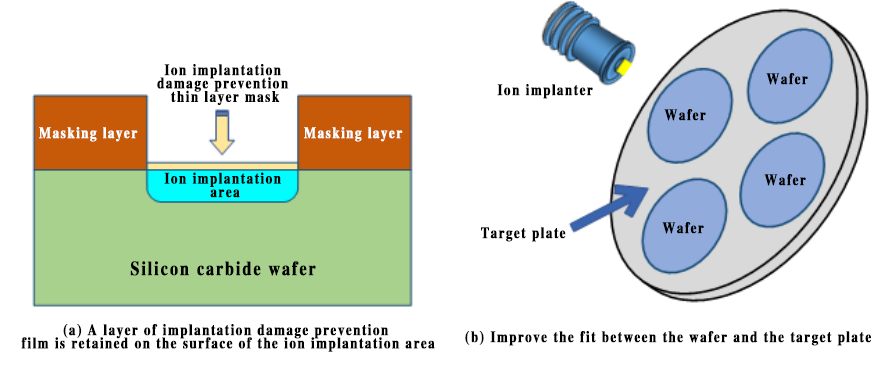
Слика 9 Методе за побољшање процеса имплантације јона
Време поста: 22.10.2024