Оне Интродуцтион
Гравирање у процесу производње интегрисаног кола се дели на:
-Мокро гравирање;
-Суво гравирање.
У раним данима, мокро јеткање је било широко коришћено, али због својих ограничења у контроли ширине линије и усмерености гравирања, већина процеса након 3 μм користи суво гравирање. Мокро нагризање се користи само за уклањање одређених специјалних слојева материјала и чишћење остатака.
Суво јеткање се односи на процес употребе гасовитих хемијских јеткача да реагују са материјалима на плочици да би се уклонио део материјала који треба уклонити и формирали испарљиве продукте реакције, који се затим екстрахују из реакционе коморе. Нагризање се обично генерише директно или индиректно из плазме гаса за јеткање, па се суво нагризање назива и плазма јеткањем.
1.1 Плазма
Плазма је гас у слабо јонизованом стању који настаје усијањем гаса за нагризање под дејством спољашњег електромагнетног поља (као што је генерисано напајањем радио фреквенције). Укључује електроне, јоне и неутралне активне честице. Међу њима, активне честице могу директно да реагују хемијски са угравираним материјалом да би се постигло јеткање, али ова чиста хемијска реакција се обично дешава само у веома малом броју материјала и није усмерена; када јони имају одређену енергију, могу се урезати директним физичким распршивањем, али је брзина нагризања ове чисте физичке реакције изузетно ниска и селективност је веома лоша.
Већина плазма јеткања је завршена уз учешће активних честица и јона у исто време. У овом процесу, јонско бомбардовање има две функције. Један је да се униште атомске везе на површини урезаног материјала, чиме се повећава брзина којом неутралне честице реагују са њим; други је да се одбаце продукти реакције таложени на реакционом међупростору како би се омогућило нагризању да у потпуности дође у контакт са површином угравираног материјала, тако да се гравирање настави.
Реакциони производи депоновани на бочним зидовима урезане структуре не могу се ефикасно уклонити усмереним јонским бомбардовањем, чиме се блокира нагризање бочних зидова и формира анизотропно јеткање.
Други процес гравирања
2.1 Мокро нагризање и чишћење
Мокро гравирање је једна од најранијих технологија коришћених у производњи интегрисаних кола. Иако је већина процеса влажног јеткања замењена анизотропним сувим јеткањем због изотропног јеткања, оно и даље игра важну улогу у чишћењу некритичних слојева већих величина. Нарочито у нагризању остатака уклањања оксида и епидермалног уклањања, ефикасније је и економичније од сувог јеткања.
Предмети влажног јеткања углавном укључују силицијум оксид, силицијум нитрид, монокристални силицијум и поликристални силицијум. Мокро нагризање силицијум оксида обично користи флуороводоничну киселину (ХФ) као главни хемијски носач. Да би се побољшала селективност, у процесу се користи разблажена флуороводонична киселина пуферована амонијум флуоридом. Да би се одржала стабилност пХ вредности, може се додати мала количина јаке киселине или других елемената. Допирани силицијум оксид се лакше кородира од чистог силицијум оксида. Мокро хемијско скидање углавном се користи за уклањање фоторезиста и тврде маске (силицијум нитрида). Врућа фосфорна киселина (Х3ПО4) је главна хемијска течност која се користи за влажно хемијско уклањање за уклањање силицијум нитрида и има добру селективност за силицијум оксид.
Мокро чишћење је слично мокром нагризању и углавном уклања загађиваче на површини силицијумских плочица путем хемијских реакција, укључујући честице, органску материју, метале и оксиде. Уобичајено мокро чишћење је влажна хемијска метода. Иако хемијско чишћење може да замени многе методе мокрог чишћења, не постоји метода која може у потпуности да замени мокро чишћење.
Обично коришћене хемикалије за мокро чишћење укључују сумпорну киселину, хлороводоничну киселину, флуороводоничну киселину, фосфорну киселину, водоник пероксид, амонијум хидроксид, амонијум флуорид, итд. У практичним применама, једна или више хемикалија се мешају са дејонизованом водом у одређеној пропорцији по потреби да формирају раствор за чишћење, као што су СЦ1, СЦ2, ДХФ, БХФ, итд.
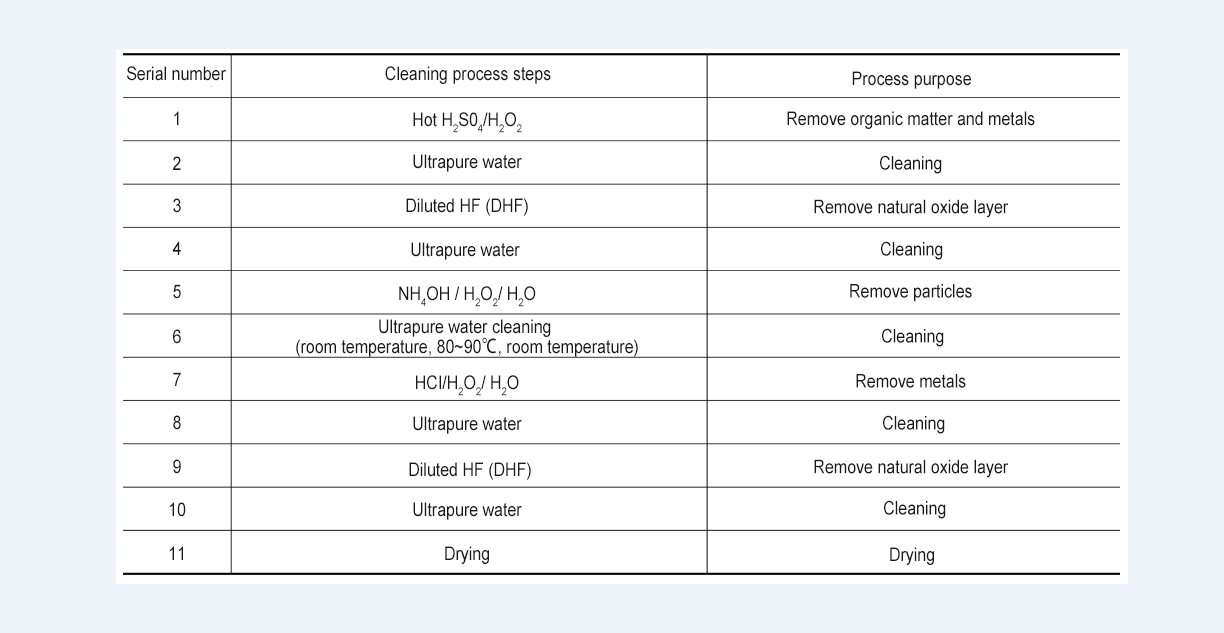
Чишћење се често користи у процесу пре наношења оксидног филма, јер се припрема оксидног филма мора обавити на апсолутно чистој површини силицијумске плочице. Уобичајени процес чишћења силиконских плочица је следећи:
2.2 Суво нагризање и чишћење
2.2.1 Суво нагризање
Суво нагризање у индустрији се углавном односи на јеткање плазмом, које користи плазму са појачаном активношћу за јеткање специфичних супстанци. Систем опреме у великим производним процесима користи нискотемпературну неравнотежну плазму.
Плазма нагризање углавном користи два начина пражњења: капацитивно спрегнуто пражњење и индуктивно спрегнуто пражњење
У режиму капацитивно спрегнутог пражњења: плазма се генерише и одржава у два паралелна плочаста кондензатора помоћу екстерног извора напајања радио фреквенцијом (РФ). Притисак гаса је обично неколико милитора до десетина милитора, а брзина јонизације је мања од 10-5. У режиму индуктивно спрегнутог пражњења: генерално при нижем притиску гаса (десетине милитора), плазма се генерише и одржава индуктивно спрегнутом улазном енергијом. Брзина јонизације је обично већа од 10-5, па се назива и плазма високе густине. Извори плазме високе густине се такође могу добити путем електронске циклотронске резонанце и циклотронског таласног пражњења. Плазма високе густине може да оптимизује брзину нагризања и селективност процеса нагризања, док истовремено смањује оштећење од нагризања независном контролом протока јона и енергије јонског бомбардовања преко екстерног РФ или микроталасног напајања и РФ извора напајања на подлози.
Процес сувог јеткања је следећи: гас за нагризање се убризгава у вакуумску реакциону комору, а након што се притисак у реакционој комори стабилизује, плазма се генерише радиофреквентним усијаним пражњењем; након утицаја електрона велике брзине, он се разлаже да би произвео слободне радикале, који дифундују на површину супстрата и бивају адсорбовани. Под дејством јонског бомбардовања, адсорбовани слободни радикали реагују са атомима или молекулима на површини супстрата и формирају гасовите нуспроизводе, који се испуштају из реакционе коморе. Процес је приказан на следећој слици:
Процеси сувог гравирања могу се поделити у следеће четири категорије:
(1)Физичко нагризање: Углавном се ослања на енергетске јоне у плазми да бомбардују површину угравираног материјала. Број распршених атома зависи од енергије и угла упадних честица. Када енергија и угао остану непромењени, брзина прскања различитих материјала се обично разликује само 2 до 3 пута, тако да нема селективности. Процес реакције је углавном анизотропан.
(2)Хемијско јеткање: Плазма обезбеђује атоме и молекуле за нагризање у гасној фази, који хемијски реагују са површином материјала да би произвели испарљиве гасове. Ова чисто хемијска реакција има добру селективност и показује изотропне карактеристике без узимања у обзир структуре решетке.
На пример: Си (чврсто) + 4Ф → СиФ4 (гасовито), фоторезист + О (гасовито) → ЦО2 (гасовито) + Х2О (гасовито)
(3)Јеткање које покреће јонска енергија: Јони су и честице које изазивају нагризање и честице које носе енергију. Ефикасност јеткања таквих честица које носе енергију је више од једног реда величине већа од оне једноставног физичког или хемијског јеткања. Међу њима, оптимизација физичких и хемијских параметара процеса је срж контроле процеса нагризања.
(4)Композитно јеткање са јонском баријером: Углавном се односи на стварање заштитног слоја полимерне баријере од стране композитних честица током процеса јеткања. Плазми је потребан такав заштитни слој да би се спречила реакција нагризања бочних зидова током процеса гравирања. На пример, додавањем Ц у Цл и Цл2 нагризањем може се произвести слој једињења хлороугљеника током јеткања како би се бочне зидове заштитиле од јеткања.
2.2.1 Хемијско чишћење
Хемијско чишћење се углавном односи на чишћење плазмом. Јони у плазми се користе за бомбардовање површине коју треба очистити, а атоми и молекули у активираном стању ступају у интеракцију са површином која се чисти, како би се уклонио и пепео фоторезист. За разлику од сувог гравирања, процесни параметри хемијског чишћења обично не укључују селективност усмерења, тако да је дизајн процеса релативно једноставан. У великим производним процесима, гасови на бази флуора, кисеоник или водоник се углавном користе као главно тело реакционе плазме. Поред тога, додавање одређене количине аргон плазме може побољшати ефекат јонског бомбардовања, чиме се побољшава ефикасност чишћења.
У процесу хемијског чишћења плазмом обично се користи метода даљинске плазме. То је зато што се у процесу чишћења надамо да ће се смањити ефекат бомбардовања јона у плазми како би се контролисала штета изазвана јонским бомбардовањем; а појачана реакција хемијских слободних радикала може побољшати ефикасност чишћења. Даљинска плазма може да користи микроталасне пећнице да генерише стабилну плазму високе густине ван реакционе коморе, стварајући велики број слободних радикала који улазе у реакциону комору да би се постигла реакција потребна за чишћење. Већина извора гаса за хемијско чишћење у индустрији користи гасове на бази флуора, као што је НФ3, а више од 99% НФ3 се разлаже у микроталасној плазми. Скоро да нема ефекта јонског бомбардовања у процесу хемијског чишћења, тако да је корисно заштитити силиконску плочицу од оштећења и продужити век реакционе коморе.
Три опреме за мокро нагризање и чишћење
3.1 Машина за чишћење вафла типа резервоара
Машина за чишћење плочица у облику корита се углавном састоји од модула преноса кутије за пренос плочице са предњим отварањем, преносног модула за пуњење/празњење плочице, модула за усисавање издувног ваздуха, модула резервоара за хемијску течност, модула резервоара за дејонизовану воду, резервоара за сушење модул и контролни модул. Може да чисти више кутија облатни у исто време и може да постигне сушење и сушење вафла.
3.2 Тренцх Вафер Етцхер
3.3 Опрема за мокру обраду једне плочице
Према различитим наменама процеса, опрема за мокри процес са једном плочицом може се поделити у три категорије. Прва категорија је опрема за чишћење појединачних плочица, чији циљеви чишћења укључују честице, органску материју, природни оксидни слој, металне нечистоће и друге загађиваче; друга категорија је опрема за чишћење појединачних плочица, чија је главна сврха процеса уклањање честица на површини вафла; трећа категорија је опрема за јеткање појединачних плочица, која се углавном користи за уклањање танких филмова. Према различитим сврхама процеса, опрема за нагризање појединачних плочица може се поделити на два типа. Први тип је опрема за благо нагризање, која се углавном користи за уклањање слојева оштећења површинског филма узрокованих имплантацијом високоенергетских јона; други тип је опрема за уклањање жртвованог слоја, која се углавном користи за уклањање баријерних слојева након стањивања плочице или хемијског механичког полирања.
Са становишта укупне архитектуре машине, основна архитектура свих типова опреме за мокри процес са једним плочицама је слична, углавном се састоји од шест делова: главног оквира, система за пренос плочица, модула коморе, модула за снабдевање и пренос хемијске течности, софтверског система. и електронски контролни модул.
3.4 Опрема за чишћење једне плочице
Опрема за чишћење једне плочице је дизајнирана на основу традиционалног РЦА методе чишћења, а њена сврха процеса је чишћење честица, органске материје, природног оксидног слоја, металних нечистоћа и других загађивача. Што се тиче примене процеса, опрема за чишћење једне плочице се тренутно широко користи у предњим и позадинским процесима производње интегрисаних кола, укључујући чишћење пре и после формирања филма, чишћење након нагризања плазмом, чишћење након имплантације јона, чишћење након хемикалије механичко полирање и чишћење након таложења метала. Осим за високотемпературни процес фосфорне киселине, опрема за чишћење појединачних плочица је у основи компатибилна са свим процесима чишћења.
3.5 Опрема за гравирање једне плочице
Процесна сврха опреме за јеткање појединачних плочица је углавном јеткање танким филмом. Према намјени процеса, може се подијелити у двије категорије, наиме, опрема за лагано нагризање (која се користи за уклањање слоја оштећења површинског филма узрокованог имплантацијом високоенергетских јона) и опрема за уклањање жртвованог слоја (која се користи за уклањање слоја баријере након плочице проређивање или хемијско механичко полирање). Материјали које треба уклонити у процесу углавном укључују силицијум, силицијум оксид, силицијум нитрид и слојеве металног филма.
Четири опреме за суво гравирање и чишћење
4.1 Класификација опреме за јеткање плазмом
Поред опреме за нагризање јонским распршивањем која је блиска чистој физичкој реакцији и опреме за дегумирање која је блиска чистој хемијској реакцији, нагризање плазмом се може грубо поделити у две категорије према различитим технологијама производње и контроле плазме:
-Цапацитивели Цоуплед Пласма (ЦЦП) гравирање;
- Индуктивно спрегнута плазма (ИЦП) гравирање.
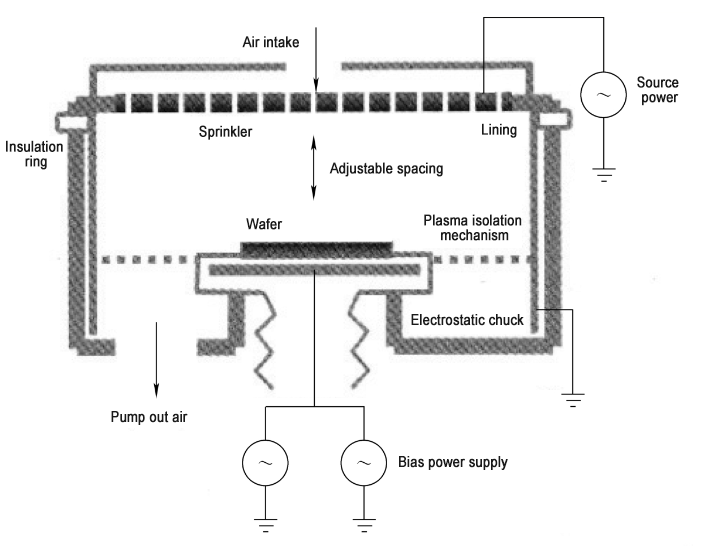
4.1.1 ЦЦП
Капацитивно спрегнуто нагризање плазме служи за повезивање извора напајања радио фреквенцијом на једну или обе горње и доње електроде у реакционој комори, а плазма између две плоче формира кондензатор у поједностављеном еквивалентном колу.
Постоје две најраније такве технологије:
Једно је рано плазма гравирање, које повезује РФ напајање са горњом електродом, а доња електрода на којој се налази плочица је уземљена. Пошто плазма генерисана на овај начин неће формирати довољно дебео јонски омотач на површини плочице, енергија јонског бомбардовања је ниска и обично се користи у процесима као што је силицијумско јеткање који користе активне честице као главни нагризач.
Други је рано реактивно јонско јеткање (РИЕ), које повезује РФ напајање са доњом електродом на којој се налази плочица и уземљује горњу електроду са већом површином. Ова технологија може да формира дебљи јонски омотач, који је погодан за процесе диелектричног јеткања који захтевају већу енергију јона за учешће у реакцији. На основу раног реактивног јонског јеткања, једносмерно магнетно поље окомито на РФ електрично поље се додаје да би се формирао ЕкБ дрифт, што може повећати шансу судара електрона и честица гаса, чиме се ефикасно побољшава концентрација плазме и брзина нагризања. Ово нагризање се назива реактивно јонско јеткање појачано магнетним пољем (МЕРИЕ).
Горе наведене три технологије имају заједнички недостатак, а то је да се концентрација плазме и њена енергија не могу контролисати одвојено. На пример, да би се повећала брзина нагризања, метода повећања РФ снаге може се користити за повећање концентрације плазме, али ће повећана РФ снага неминовно довести до повећања енергије јона, што ће изазвати оштећење уређаја на облатну. У протеклој деценији, технологија капацитивног спајања усвојила је дизајн вишеструких РФ извора, који су повезани на горњу и доњу електроду респективно или обе на доњу електроду.
Одабиром и усклађивањем различитих РФ фреквенција, површина електрода, размак, материјали и други кључни параметри су међусобно усклађени, концентрација у плазми и енергија јона се могу раздвојити што је више могуће.
4.1.2 ИЦП
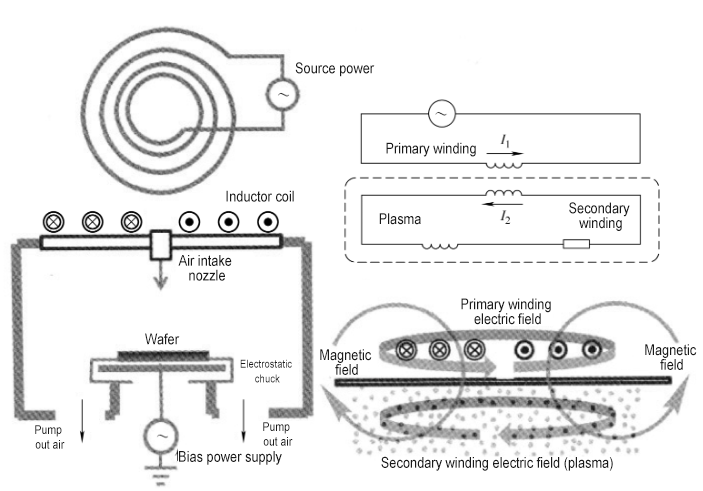
Индуктивно спрегнуто нагризање плазме је постављање једног или више сетова калемова повезаних на напајање радио фреквенцијом на или око реакционе коморе. Наизменично магнетно поље које генерише струја радио фреквенције у завојници улази у реакциону комору кроз диелектрични прозор да убрза електроне, стварајући тако плазму. У поједностављеном еквивалентном колу (трансформатору), калем је индуктивност примарног намотаја, а плазма индуктивност секундарног намотаја.
Ова метода спајања може постићи концентрацију у плазми која је више од једног реда величине већа од капацитивног спајања при ниском притиску. Поред тога, други РФ извор напајања је повезан са локацијом плочице као извор напајања да би се обезбедила енергија бомбардовања јоном. Према томе, концентрација јона зависи од извора напајања завојнице, а енергија јона зависи од извора напајања, чиме се постиже темељније раздвајање концентрације и енергије.
4.2 Опрема за јеткање плазмом
Скоро сви јеткачи у сувом гравуре се директно или индиректно генеришу из плазме, тако да се суво нагризање често назива плазма гравирање. Плазма гравирање је врста плазма гравирања у ширем смислу. У два рана дизајна реактора са равним плочама, један је уземљење плоче на којој се налази плочица, а друга плоча је повезана са РФ извором; други је супротан. У претходном дизајну, површина уземљене плоче је обично већа од површине плоче повезане са РФ извором, а притисак гаса у реактору је висок. Јонски омотач који се формира на површини плочице је веома танак и чини се да је плочица „уроњена” у плазму. Јеткање се углавном завршава хемијском реакцијом између активних честица у плазми и површине нагризаног материјала. Енергија јонског бомбардовања је веома мала, а њено учешће у нагризању је веома мало. Овај дизајн се назива режим плазма гравирања. У другом дизајну, пошто је степен учешћа јонског бомбардовања релативно велики, то се назива режим реактивног јонског нагризања.
4.3 Опрема за реактивно јонско јеткање
Реактивно јонско јеткање (РИЕ) се односи на процес јеткања у којем активне честице и наелектрисани јони учествују у процесу истовремено. Међу њима, активне честице су углавном неутралне честице (познате и као слободни радикали), са високом концентрацијом (око 1% до 10% концентрације гаса), које су главне компоненте за нагризање. Производи произведени хемијском реакцијом између њих и угравираног материјала се или испаравају и директно екстрахују из реакционе коморе, или се акумулирају на угравираној површини; док су наелектрисани јони у нижој концентрацији (10-4 до 10-3 концентрације гаса), а убрзавају се електричним пољем јонског омотача формираног на површини плочице да бомбардују урезану површину. Постоје две главне функције наелектрисаних честица. Један је да се уништи атомска структура угравираног материјала, чиме се убрзава брзина којом активне честице реагују са њим; други је бомбардовање и уклањање акумулираних продуката реакције тако да угравирани материјал буде у пуном контакту са активним честицама, тако да се нагризање настави.
Пошто јони не учествују директно у реакцији јеткања (или чине веома мали удео, као што је уклањање физичког бомбардовања и директно хемијско јеткање активних јона), строго говорећи, горњи процес јеткања треба назвати јеткањем уз помоћ јона. Назив реактивно јонско јеткање није тачан, али се и данас користи. Најранија РИЕ опрема је пуштена у употребу 1980-их. Због употребе једног РФ напајања и релативно једноставног дизајна реакционе коморе, има ограничења у погледу брзине нагризања, униформности и селективности.
4.4 Опрема за реактивно јонско јеткање са побољшаним магнетним пољем
МЕРИЕ (Магнетицалли Енханцед Реацтиве Ион Етцхинг) уређај је уређај за нагризање који је направљен додавањем једносмерног магнетног поља на РИЕ уређај са равним панелом и намењен је повећању брзине нагризања.
МЕРИЕ опрема је пуштена у употребу у великом обиму 1990-их, када је опрема за гравирање са једном плочицом постала главна опрема у индустрији. Највећи недостатак МЕРИЕ опреме је то што ће нехомогеност концентрације плазме у просторној дистрибуцији изазвана магнетним пољем довести до струјних или напонских разлика у уређају са интегрисаним колом, узрокујући на тај начин оштећење уређаја. Пошто је ово оштећење узроковано тренутном нехомогеношћу, ротација магнетног поља га не може елиминисати. Како величина интегрисаних кола наставља да се смањује, оштећење њихових уређаја постаје све осетљивије на нехомогеност плазме, а технологија повећања брзине нагризања повећањем магнетног поља постепено је замењена технологијом планарног реактивног јонског нагризања са више РФ напајања, која је, капацитивно спрегнута плазма технологија јеткања.
4.5 Опрема за јеткање плазме капацитивно спрегнута
Опрема за јеткање са капацитивно спрегнутом плазмом (ЦЦП) је уређај који генерише плазму у реакционој комори путем капацитивног спајања применом напајања радио фреквенције (или једносмерне струје) на плочу електроде и користи се за јеткање. Његов принцип нагризања је сличан оном код опреме за реактивно јонско јеткање.
Поједностављени шематски дијаграм ЦЦП опреме за гравирање је приказан испод. Обично користи два или три РФ извора различитих фреквенција, а неки користе и једносмерне изворе напајања. Фреквенција РФ напајања је 800кХз~162МХз, а најчешће коришћени су 2МХз, 4МХз, 13МХз, 27МХз, 40МХз и 60МХз. РФ извори напајања са фреквенцијом од 2МХз или 4МХз се обично називају нискофреквентни РФ извори. Они су углавном повезани са доњом електродом на којој се налази плочица. Они су ефикаснији у контроли енергије јона, па се називају и извори напајања са пристрасношћу; РФ извори напајања са фреквенцијом изнад 27МХз називају се високофреквентни РФ извори. Могу се спојити на горњу или доњу електроду. Они су ефикаснији у контроли концентрације у плазми, па се називају и извори напајања. 13МХз РФ напајање је у средини и генерално се сматра да има обе горе наведене функције, али је релативно слабије. Имајте на уму да иако се концентрација и енергија у плазми могу подешавати у одређеном опсегу снагом РФ извора различитих фреквенција (тзв. ефекат раздвајања), због карактеристика капацитивног спрезања, они се не могу подешавати и контролисати потпуно независно.
Енергетска дистрибуција јона има значајан утицај на детаљне перформансе јеткања и оштећења уређаја, тако да је развој технологије за оптимизацију дистрибуције енергије јона постао једна од кључних тачака напредне опреме за јеткање. Тренутно, технологије које су успешно коришћене у производњи укључују мулти-РФ хибридни погон, ДЦ суперпозицију, РФ у комбинацији са ДЦ импулсним пристрасношћу и синхрони импулсни РФ излаз биас напајања и извора напајања.
ЦЦП опрема за гравирање је једна од две најраспрострањеније врсте опреме за јеткање плазмом. Углавном се користи у процесу гравирања диелектричних материјала, као што су бочни зид капије и гравирање тврде маске у предњој фази процеса логичког чипа, гравирање контактних рупа у средњој фази, гравирање мозаика и алуминијумске подлоге у задњој фази, као и урезивање дубоких ровова, дубоких рупа и рупа за контакте ожичења у процесу 3Д флеш меморије (узимање силицијум нитрида/силицијума оксидна структура као пример).
Постоје два главна изазова и правца побољшања са којима се суочава опрема за гравирање ЦЦП. Прво, у примени екстремно високе енергије јона, способност гравирања структура са високим односом ширине и висине (као што је гравирање рупа и жлебова 3Д флеш меморије захтева однос већи од 50:1). Тренутни метод повећања снаге пристрасности за повећање енергије јона користи РФ изворе напајања до 10.000 вати. С обзиром на велику количину произведене топлоте, технологија хлађења и контроле температуре реакционе коморе треба да се континуирано побољшава. Друго, мора постојати напредак у развоју нових гасова за јеткање да би се суштински решио проблем способности јеткања.
4.6 Индуктивно спојена опрема за јеткање плазмом
Опрема за јеткање са индуктивно спрегнутом плазмом (ИЦП) је уређај који спаја енергију извора енергије радио фреквенције у реакциону комору у облику магнетног поља преко намотаја индуктора, чиме се ствара плазма за јеткање. Његов принцип јеткања такође припада генерализованом реактивном јонском нагризању.
Постоје два главна типа дизајна извора плазме за опрему за ИЦП гравирање. Једна је технологија спрегнуте трансформаторске плазме (ТЦП) коју је развила и произвела Лам Ресеарцх. Његов индукторски калем је постављен на раван диелектричног прозора изнад реакционе коморе. РФ сигнал од 13,56МХз генерише наизменично магнетно поље у завојници које је окомито на диелектрични прозор и радијално се дивергира са осом завојнице као средиштем.
Магнетно поље улази у реакциону комору кроз диелектрични прозор, а наизменично магнетно поље генерише наизменично електрично поље паралелно са диелектричним прозором у реакционој комори, чиме се постиже дисоцијација гаса за нагризање и ствара плазма. Пошто се овај принцип може схватити као трансформатор са индукторским намотајем као примарним намотајем и плазмом у реакционој комори као секундарним намотајем, ИЦП јеткање је названо по овоме.
Главна предност ТЦП технологије је да се структура лако повећава. На пример, од плочице од 200 мм до плочице од 300 мм, ТЦП може одржати исти ефекат јеткања једноставним повећањем величине завојнице.
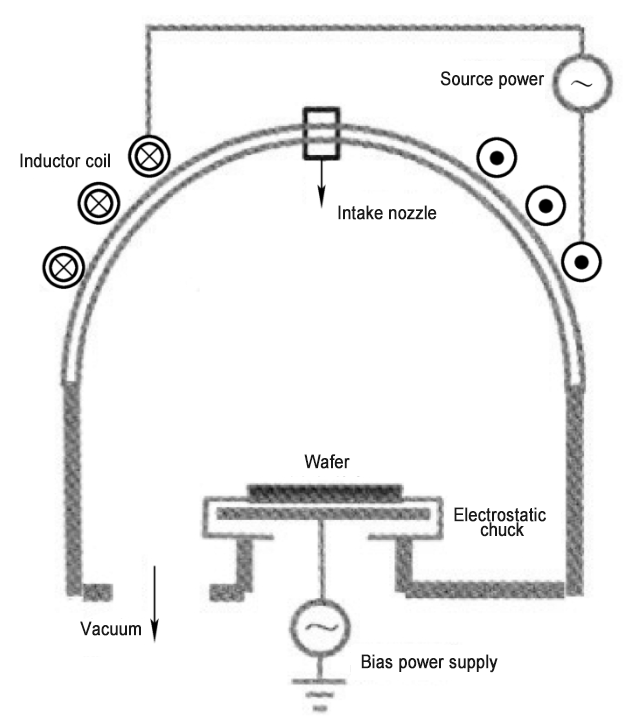
Други дизајн извора плазме је технологија одвојеног извора плазме (ДПС) коју је развила и произвела Апплиед Материалс, Инц. из Сједињених Држава. Његов индукторски калем је тродимензионално намотан на хемисферични диелектрични прозор. Принцип генерисања плазме је сличан горе поменутој ТЦП технологији, али је ефикасност дисоцијације гаса релативно висока, што погодује добијању веће концентрације у плазми.
Пошто је ефикасност индуктивне спреге за генерисање плазме већа од оне код капацитивног спајања, а плазма се углавном генерише у области близу диелектричног прозора, њена концентрација у плазми је у основи одређена снагом извора напајања прикљученог на индуктор. калем, а енергија јона у јонском омотачу на површини плочице је у основи одређена снагом извора напајања, тако да концентрација и енергија јони се могу независно контролисати, чиме се постиже раздвајање.
ИЦП опрема за гравирање је једна од две најраспрострањеније врсте опреме за јеткање плазмом. Углавном се користи за нагризање силицијумских плитких ровова, германијума (Ге), полисилицијумских структура капија, металних структура капија, затегнутог силицијума (Страинед-Си), металних жица, металних јастучића (Јастучићи), металних тврдих маски за мозаичко једкање и више процеса у технологија вишеструког снимања.
Поред тога, са порастом тродимензионалних интегрисаних кола, ЦМОС сензора слике и микро-електро-механичких система (МЕМС), као и са брзим порастом примене силиконских пролаза (ТСВ), великих косих рупа и дубоко силиконско гравирање са различитим морфологијама, многи произвођачи су лансирали опрему за гравирање развијену посебно за ове апликације. Његове карактеристике су велика дубина нагризања (десетине или чак стотине микрона), тако да углавном ради под високим протоком гаса, високим притиском и условима велике снаге.
—————————————————————————————————————————————————— ————————————
Семицера може да обезбедиграфитних делова, мекани/чврсти филц, делови од силицијум карбида, ЦВД делови од силицијум карбида, иСиЦ/ТаЦ обложени деловиса за 30 дана.
Ако сте заинтересовани за горе наведене полупроводничке производе,молимо не оклевајте да нас контактирате први пут.
Тел: +86-13373889683
ВхатсАПП: +86-15957878134
Email: sales01@semi-cera.com
Време поста: 31.08.2024