Процес сувог гравирања обично се састоји од четири основна стања: пре гравирања, делимичног јеткања, само гравирања и преко гравирања. Главне карактеристике су брзина нагризања, селективност, критична димензија, униформност и детекција крајње тачке.
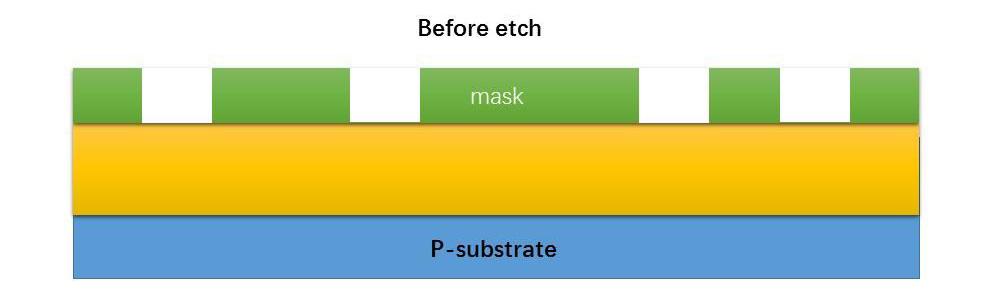
Слика 1 Пре гравирања
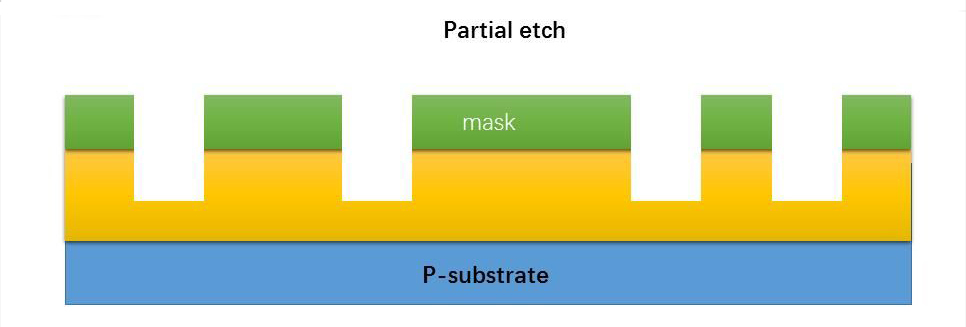
Слика 2 Делимично бакропис
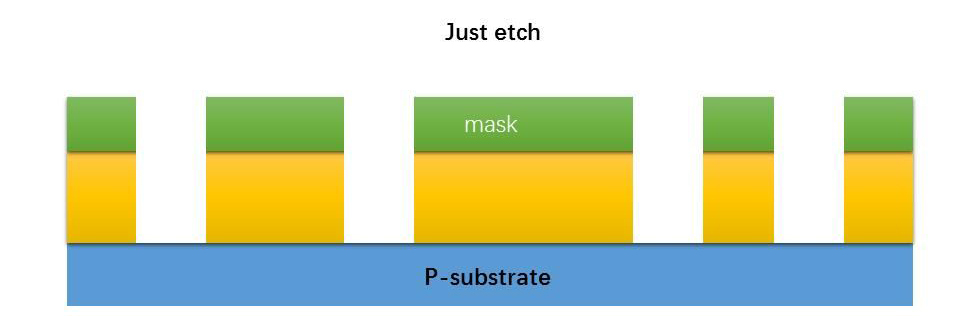
Слика 3 Само гравирање
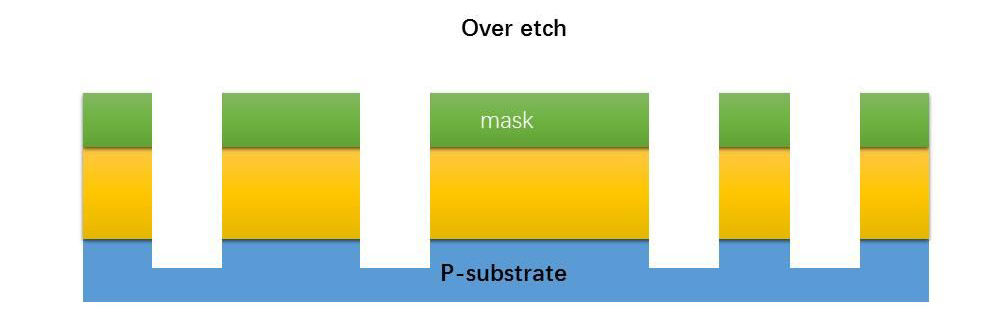
Слика 4 Преко гравирања
(1) Брзина нагризања: дубина или дебљина угравираног материјала уклоњеног у јединици времена.
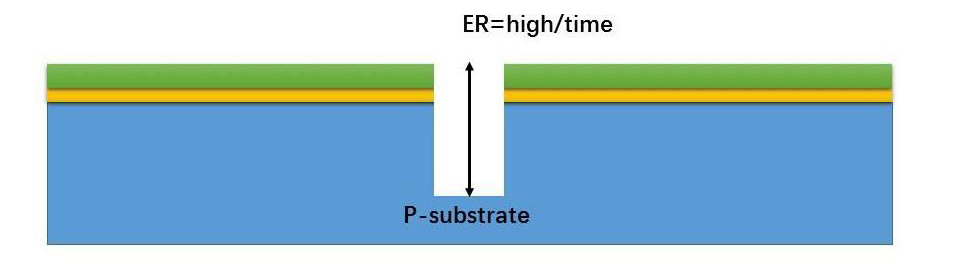
Слика 5 Дијаграм брзине нагризања
(2) Селективност: однос брзина нагризања различитих материјала за гравирање.
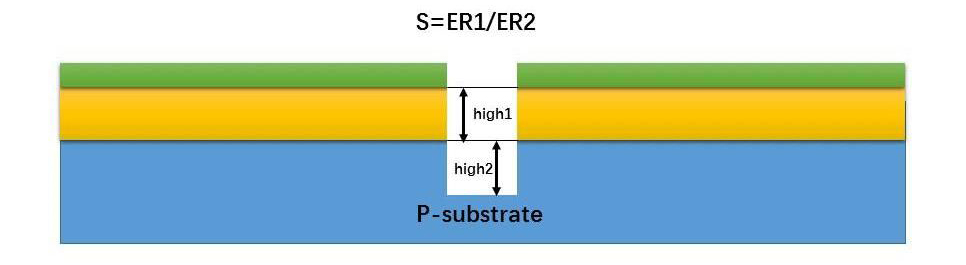
Слика 6 Дијаграм селективности
(3) Критична димензија: величина узорка у одређеној области након завршетка гравирања.
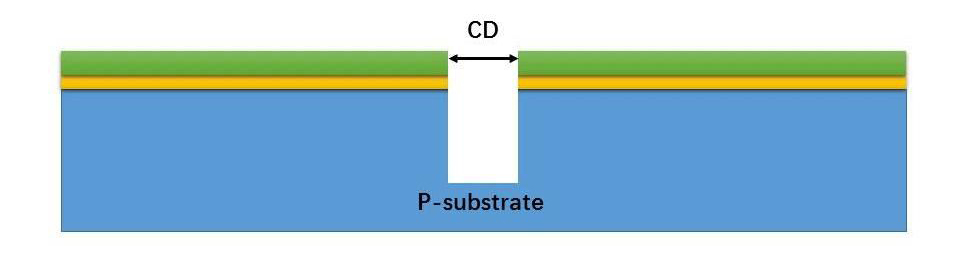
Слика 7 Дијаграм критичних димензија
(4) Уједначеност: за мерење униформности критичне димензије гравирања (ЦД), која се генерално карактерише пуном мапом ЦД-а, формула је: У=(Мак-Мин)/2*АВГ.
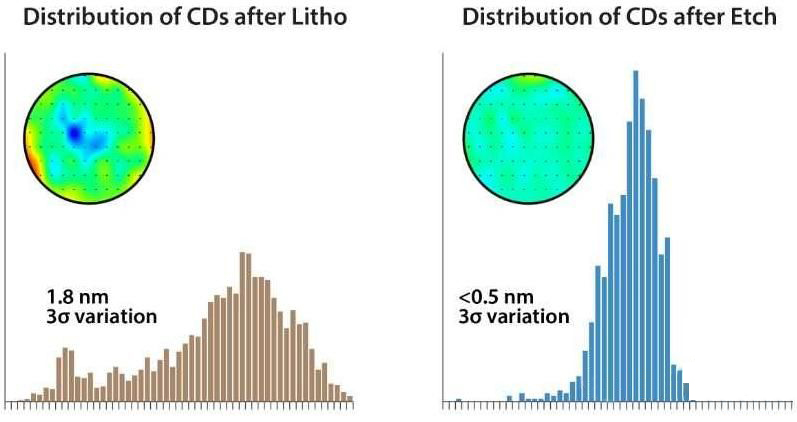
Слика 8 Шематски дијаграм униформности
(5) Детекција крајње тачке: Током процеса гравирања, константно се детектује промена интензитета светлости. Када одређени интензитет светлости значајно порасте или опадне, гравирање се прекида како би се означио завршетак одређеног слоја јеткања филма.
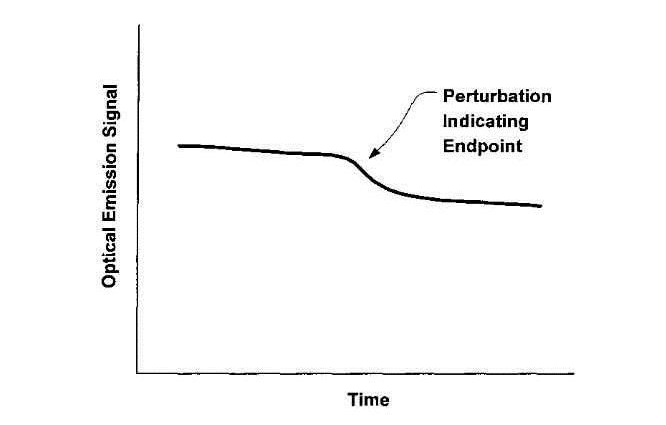
Слика 9 Шематски дијаграм крајње тачке
Код сувог јеткања, гас се побуђује високом фреквенцијом (углавном 13,56 МХз или 2,45 ГХз). При притиску од 1 до 100 Па, његов средњи слободни пут је неколико милиметара до неколико центиметара. Постоје три главне врсте сувог гравирања:
•Физичко суво гравирање: убрзане честице физички троше површину плочице
•Хемијско суво нагризање: гас реагује хемијски са површином плочице
•Хемијско физичко суво нагризање: процес физичког јеткања са хемијским карактеристикама
1. Јеткање јонским снопом
Јеткање јонским снопом (Јон Беам Етцхинг) је физички процес суве обраде који користи високоенергетски сноп јона аргона са енергијом од око 1 до 3 кеВ за озрачивање површине материјала. Енергија јонског снопа изазива удар и уклањање површинског материјала. Процес нагризања је анизотропан у случају вертикалних или косих упадних снопова јона. Међутим, због недостатка селективности, не постоји јасна разлика између материјала на различитим нивоима. Настали гасови и урезани материјали се исцрпљују вакуум пумпом, али пошто продукти реакције нису гасови, честице се таложе на плочицу или зидове коморе.
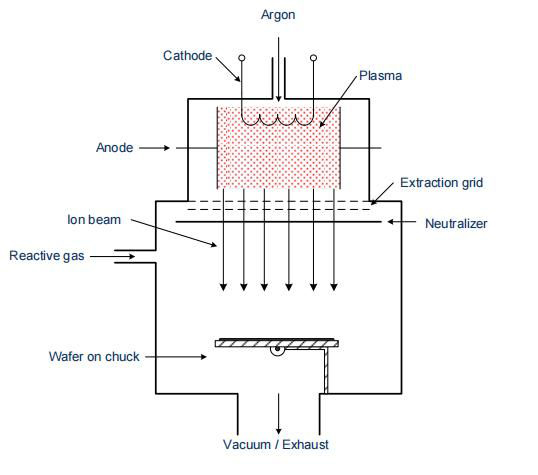
Да би се спречило стварање честица, други гас се може увести у комору. Овај гас ће реаговати са јонима аргона и изазвати физички и хемијски процес нагризања. Део гаса ће реаговати са површинским материјалом, али ће такође реаговати са полираним честицама да би формирао гасовите нуспроизводе. Овим методом се могу урезати скоро све врсте материјала. Због вертикалног зрачења, хабање вертикалних зидова је веома мало (висока анизотропија). Међутим, због своје ниске селективности и споре брзине нагризања, овај процес се ретко користи у тренутној производњи полупроводника.
2. Плазма гравирање
Јеткање плазмом је апсолутни процес хемијског јеткања, познат и као хемијско суво јеткање. Његова предност је у томе што не узрокује оштећење јона на површини плочице. Пошто се активне врсте у гасу за нагризање слободно крећу и процес јеткања је изотропан, овај метод је погодан за уклањање целог слоја филма (на пример, чишћење задње стране након термичке оксидације).
Низводни реактор је тип реактора који се обично користи за јеткање плазмом. У овом реактору, плазма се генерише ударном јонизацијом у високофреквентном електричном пољу од 2,45 ГХз и одваја се од плочице.
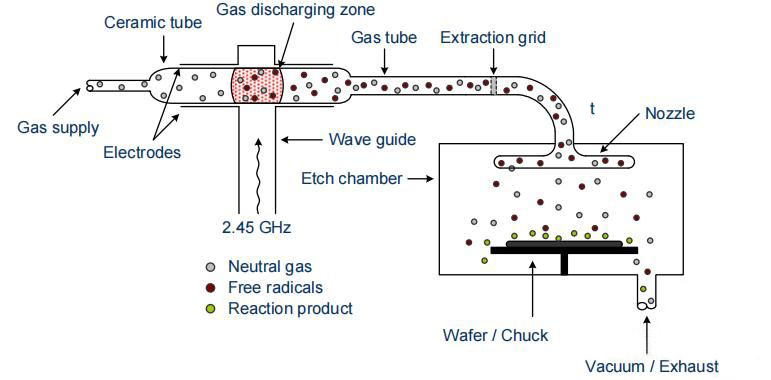
У области пражњења гаса, услед удара и ексцитације настају различите честице, укључујући слободне радикале. Слободни радикали су неутрални атоми или молекули са незасићеним електронима, тако да су веома реактивни. У процесу нагризања плазмом, често се користе неки неутрални гасови, као што је тетрафлуорометан (ЦФ4), који се уводе у подручје гасног пражњења да би се генерисале активне врсте јонизацијом или разградњом.
На пример, у гасу ЦФ4, он се уноси у подручје гасног пражњења и разлаже на радикале флуора (Ф) и молекуле угљен-дифлуорида (ЦФ2). Слично, флуор (Ф) се може разложити из ЦФ4 додавањем кисеоника (О2).
2 ЦФ4 + О2 —> 2 ЦОФ2 + 2 Ф2
Молекул флуора се може поделити на два независна атома флуора под енергијом региона пражњења гаса, од којих је сваки слободни радикал флуора. Пошто сваки атом флуора има седам валентних електрона и тежи да постигне електронску конфигурацију инертног гаса, сви су веома реактивни. Поред неутралних слободних радикала флуора, у области гасног пражњења биће наелектрисане честице као што су ЦФ+4, ЦФ+3, ЦФ+2 итд. Након тога, све ове честице и слободни радикали се уносе у комору за нагризање кроз керамичку цев.
Наелектрисане честице могу бити блокиране екстракцијским решеткама или рекомбиноване у процесу формирања неутралних молекула да би се контролисало њихово понашање у комори за нагризање. Слободни радикали флуора ће такође проћи делимичну рекомбинацију, али су и даље довољно активни да уђу у комору за нагризање, хемијски реагују на површини плочице и изазову скидање материјала. Остале неутралне честице не учествују у процесу нагризања и троше се заједно са продуктима реакције.
Примери танких филмова који се могу урезати плазма јеткањем:
• Силицијум: Си + 4Ф—> СиФ4
• Силицијум диоксид: СиО2 + 4Ф—> СиФ4 + О2
• Силицијум нитрид: Си3Н4 + 12Ф—> 3СиФ4 + 2Н2
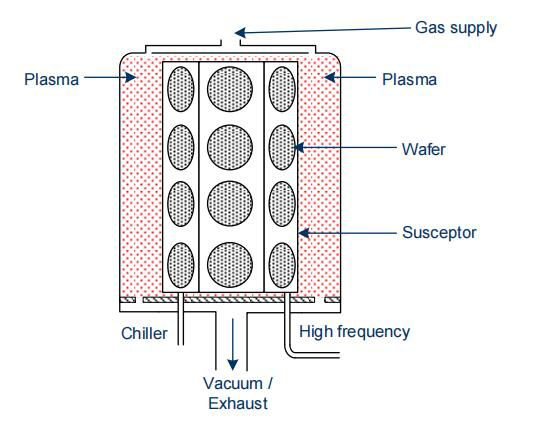
3. Реактивно јонско нагризање (РИЕ)
Реактивно јонско јеткање је хемијско-физички процес нагризања који може врло прецизно контролисати селективност, профил јеткања, брзину нагризања, униформност и поновљивост. Може да постигне изотропне и анизотропне профиле јеткања и стога је један од најважнијих процеса за изградњу различитих танких филмова у производњи полупроводника.
Током РИЕ, плочица се поставља на високофреквентну електроду (ХФ електрода). Ударном јонизацијом ствара се плазма у којој постоје слободни електрони и позитивно наелектрисани јони. Ако се на ВФ електроду примени позитиван напон, слободни електрони се акумулирају на површини електроде и не могу поново да напусте електроду због свог афинитета према електронима. Због тога су електроде напуњене до -1000В (напон напона) тако да спори јони не могу да прате брзо променљиво електрично поље до негативно наелектрисане електроде.
Током јонског јеткања (РИЕ), ако је средња слободна путања јона висока, они ударају у површину плочице у скоро управном правцу. На овај начин убрзани јони избацују материјал и формирају хемијску реакцију путем физичког јеткања. Пошто бочне стране нису погођене, профил нагризања остаје анизотропан и хабање површине је мало. Међутим, селективност није велика јер се дешава и процес физичког јеткања. Поред тога, убрзање јона узрокује оштећење површине плочице, што захтева термичко жарење да би се поправило.
Хемијски део процеса јеткања је завршен тако што слободни радикали реагују са површином и јони физички ударају у материјал тако да се не таложи на плочи или зидовима коморе, избегавајући феномен поновног таложења као што је нагризање јонским снопом. При повећању притиска гаса у комори за нагризање, средња слободна путања јона се смањује, што повећава број судара између јона и молекула гаса, а јони се распршују у више различитих праваца. Ово резултира мање усмереним јеткањем, чинећи процес гравирања више хемијским.
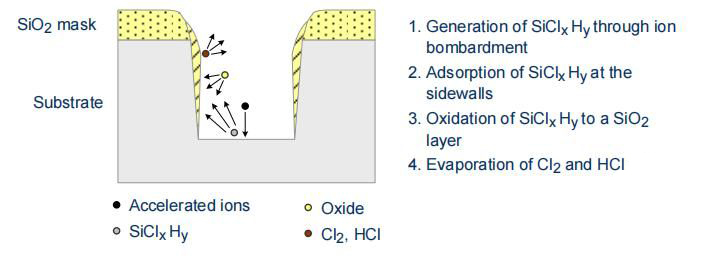
Профили анизотропног јеткања се постижу пасивизацијом бочних зидова током силиконског јеткања. Кисеоник се уводи у комору за нагризање, где реагује са угравираним силицијумом да би се формирао силицијум диоксид, који се таложи на вертикалним бочним зидовима. Због јонског бомбардовања, оксидни слој на хоризонталним површинама се уклања, омогућавајући наставак процеса бочног нагризања. Овим методом се може контролисати облик нагризаног профила и стрмина бочних зидова.
На брзину нагризања утичу фактори као што су притисак, снага ВФ генератора, процесни гас, стварни проток гаса и температура плочице, а опсег варијације се одржава испод 15%. Анизотропија се повећава са повећањем ВФ снаге, смањењем притиска и опадањем температуре. Уједначеност процеса нагризања је одређена гасом, размаком електрода и материјалом електроде. Ако је растојање електрода премало, плазма се не може равномерно дисперговати, што доводи до неуједначености. Повећање удаљености електрода смањује брзину нагризања јер се плазма дистрибуира у већој запремини. Угљеник је пожељни материјал за електроде јер производи уједначену напрегнуту плазму тако да се ивица плочице утиче на исти начин као и центар плочице.
Процесни гас игра важну улогу у селективности и брзини нагризања. За силицијум и силицијумска једињења, флуор и хлор се углавном користе за постизање јеткања. Избором одговарајућег гаса, подешавањем протока и притиска гаса и контролом других параметара као што су температура и снага у процесу може се постићи жељена брзина нагризања, селективност и униформност. Оптимизација ових параметара се обично прилагођава за различите примене и материјале.
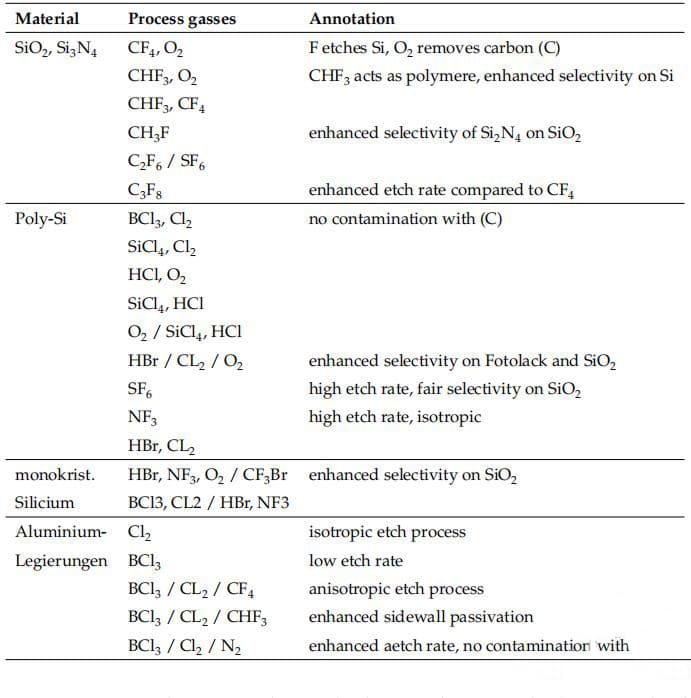
Процес нагризања није ограничен на један гас, мешавину гаса или фиксне параметре процеса. На пример, природни оксид на полисилицијуму може се прво уклонити са великом брзином нагризања и ниском селективношћу, док се полисилицијум може касније угравирати са већом селективношћу у односу на слојеве испод.
—————————————————————————————————————————————————— ———————————
Семицера може да обезбедиграфитних делова, мекани/чврсти филц, делови од силицијум карбида,ЦВД делови од силицијум карбида,андСиЦ/ТаЦ обложени делови са за 30 дана.
Ако сте заинтересовани за горе наведене полупроводничке производе,молимо не оклевајте да нас контактирате први пут.
Тел: +86-13373889683
ВхатсАПП:+86-15957878134
Email: sales01@semi-cera.com
Време поста: Сеп-12-2024